एफजी-कैटलॉग फाइबरग्लास मजबूत और हल्के वजन का फाइबरग्लास उत्पाद



उत्पाद अनुप्रयोग: ग्लास फाइबर टेप का उपयोग मुख्य रूप से उद्योग में किया जाता है: गर्मी इन्सुलेशन, अग्निरोधी, सूजन मंदक, सील, आदि। विशेष रूप से, यह सभी प्रकार के घरेलू फायरप्लेस की सीलिंग और सुरक्षा के लिए लागू किया जाता है।
तकनीकी सिंहावलोकन:
कार्य तापमान:
550℃
आकार सीमा:
चौड़ाई: 15-300 मिमी
मोटाई: 1.5-5 मिमी
मानक लंबाई: 30M
फ़ाइबरग्लास के बारे में अधिक जानकारी
फाइबरग्लास सूत
पिघले हुए कांच को गर्म करके और उसे खींचकर बारीक रेशों में बदलने की प्रक्रिया सहस्राब्दियों से ज्ञात है; हालाँकि, 1930 के दशक के दौरान औद्योगिक विकास के बाद ही कपड़ा अनुप्रयोगों के लिए उपयुक्त इन उत्पादों का बड़े पैमाने पर उत्पादन संभव हो सका।
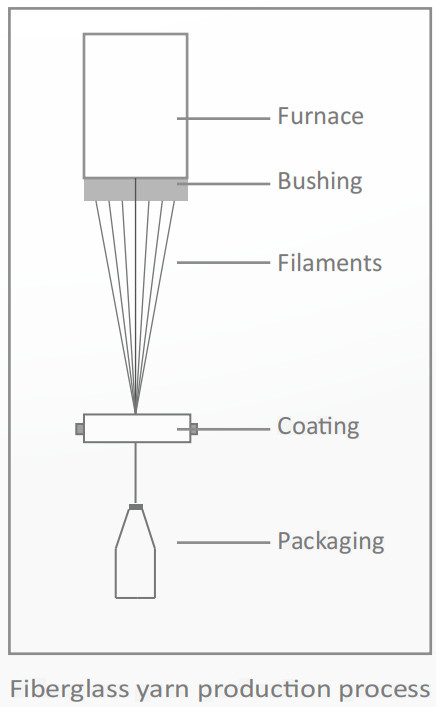
रेशे पांच चरण की प्रक्रिया के माध्यम से प्राप्त किए जाते हैं जिन्हें बैचिंग, पिघलना, फाइबरबेरीज़टन, कोटिंग और सुखाने/पैकेजिंग के रूप में जाना जाता है।
•बैचिंग
इस चरण के दौरान, कच्चे माल को सावधानीपूर्वक सटीक मात्रा में तौला जाता है और अच्छी तरह मिश्रित या बैच किया जाता है। उदाहरण के लिए, ई-ग्लास, SiO2 (सिलिका), Al2O3 (एल्यूमीनियम ऑक्साइड), CaO (कैल्शियम ऑक्साइड या चूना), MgO (मैग्नीशियम ऑक्साइड), B2O3 (बोरॉन ऑक्साइड), आदि से बना है...
•पिघलना
एक बार जब सामग्री को बैच दिया जाता है तो उसे लगभग 1400 डिग्री सेल्सियस के तापमान के साथ विशेष भट्टियों में भेजा जाता है। आम तौर पर भट्टियों को अलग-अलग तापमान सीमा के साथ तीन खंडों में विभाजित किया जाता है।
• फ़ाइबरिज़टन
पिघला हुआ कांच बहुत महीन छिद्रों की निर्धारित संख्या के साथ कटाव-प्रतिरोधी प्लैटनम मिश्र धातु से बनी झाड़ी से होकर गुजरता है। पानी की धाराएँ झाड़ियों से बाहर आते ही तंतुओं को ठंडा कर देती हैं और उच्च गति वाले वाइन्डर द्वारा क्रमिक रूप से एक साथ एकत्रित हो जाती हैं। चूंकि यहां तनाव लागू होता है, इसलिए पिघले हुए कांच की धारा को पतले तंतुओं में खींचा जाता है।
•कलई करना
स्नेहक के रूप में कार्य करने के लिए तंतुओं पर एक रासायनिक लेप लगाया जाता है। यह कदम फिलामेंट्स को घिसने और टूटने से बचाने के लिए आवश्यक है क्योंकि उन्हें इकट्ठा किया जाता है और पैकेज बनाने के लिए घाव किया जाता है।
•सुखाना/पैकेजिंग
खींचे गए तंतुओं को एक साथ एक बंडल में एकत्रित किया जाता है, जिससे विभिन्न संख्या में तंतुओं से बना एक ग्लास स्ट्रैंड बनता है। स्ट्रैंड को एक ड्रम पर एक पैकेज में लपेटा जाता है जो धागे के स्पूल जैसा दिखता है।
सूत नामकरण
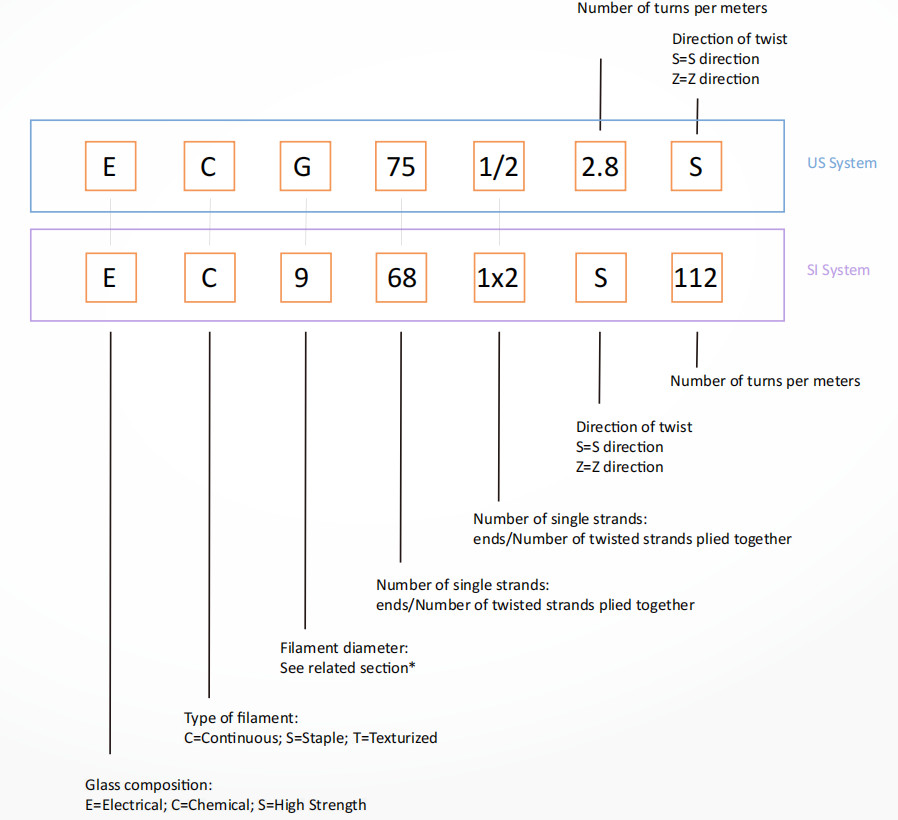
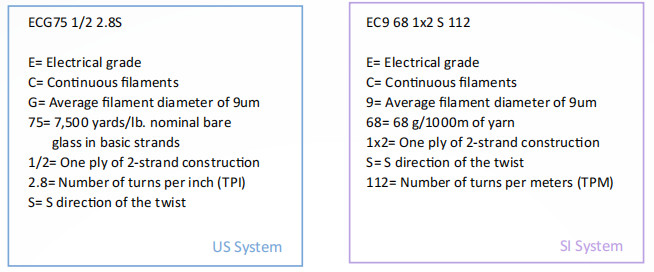
ग्लास फाइबर की पहचान आम तौर पर या तो अमेरिकी प्रथागत प्रणाली (इंच-पाउंड प्रणाली) या एसआई/मीट्रिक प्रणाली (टीईएक्स/मीट्रिक प्रणाली) द्वारा की जाती है। दोनों अंतरराष्ट्रीय स्तर पर मान्यता प्राप्त माप मानक हैं जो ग्लास कंपोजिटन, फिलामेंट प्रकार, स्ट्रैंड काउंट और यार्न कंस्ट्रक्शन की पहचान करते हैं।
दोनों मानकों के लिए विशिष्ट पहचान प्रणाली नीचे दी गई है:
सूत नामकरण (जारी)
यार्न पहचान प्रणाली के उदाहरण
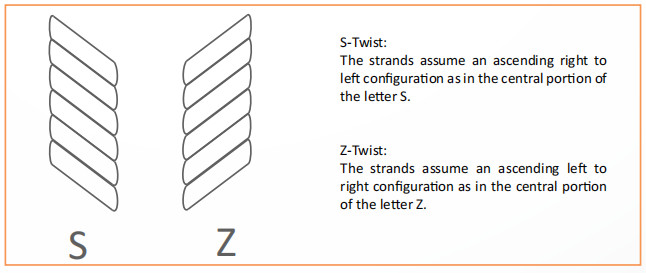
मोड़ दिशा
बेहतर घर्षण प्रतिरोध, बेहतर प्रसंस्करण और उच्च तन्यता ताकत के संदर्भ में लाभ प्रदान करने के लिए यार्न पर यांत्रिक रूप से ट्विस्ट लगाया जाता है। मोड़ की दिशा सामान्यतः या तो अक्षर S या Z से इंगित की जाती है।
सूत की S या Z दिशा को सूत के ढलान से पहचाना जा सकता है जब इसे ऊर्ध्वाधर स्थिति में रखा जाता है
सूत नामकरण (जारी)
यार्न व्यास - यूएस और एसआई प्रणाली के बीच तुलना मूल्य
| अमेरिकी इकाइयाँ(पत्र) | एसआई इकाइयां (माइक्रोन) | SI UnitTEX (g/100m) | तंतुओं की अनुमानित संख्या |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2.75 | 51 |
| C | 4.5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | 816 |
| K | 13 | 134 | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
तुलना मूल्य - स्ट्रैंड ट्विस्ट
| टीपीआई | टीपीएम | टीपीआई | टीपीएम |
| 0.5 | 20 | 3.0 | 120 |
| 0.7 | 28 | 3.5 | 140 |
| 1.0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4.0 | 162 |
| 2.0 | 80 | 5.0 | 200 |
| 2.8 | 112 | 7.0 | 280 |
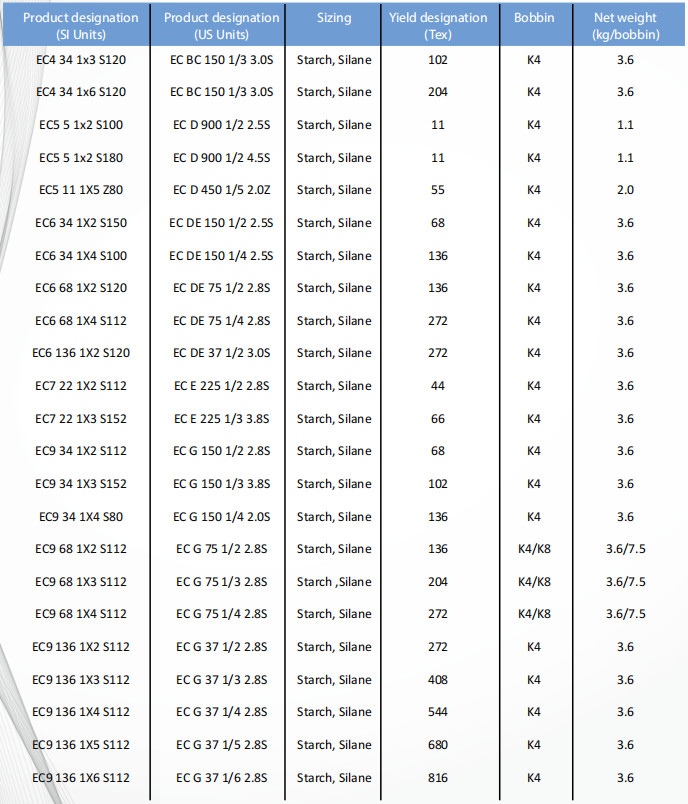
यार्न
ई-ग्लास सतत मुड़ा हुआ सूत
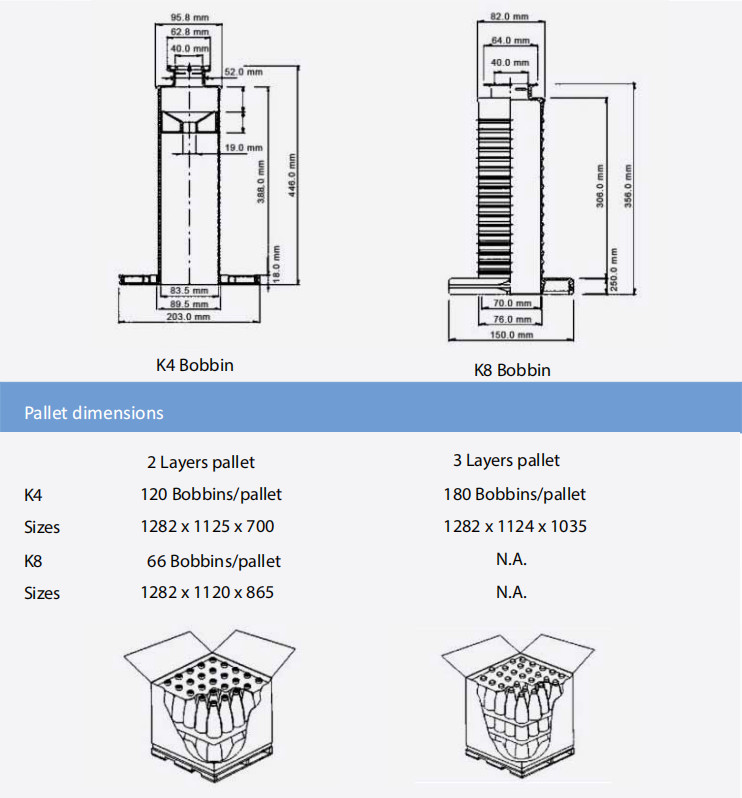
पैकेजिंग
ई-ग्लास सतत मुड़ा हुआ सूत